
Download the PDF by clicking here.
Overview
Solid rivets, also referred to as buck rivets, have been used as the primary fastener type in the construction of aluminum-framed travel trailers for more than 80 years. These trailers (and a few motorhomes) employ a number of construction techniques (including bucked rivets) that have been borrowed from the aircraft industry. Bowlus, Airstream, Curtis Wright, Avion, Silver Streak, Spartan and many other manufacturers have used bucked rivets. These solid rivets are lightweight, strong and inexpensive fasteners. That’s why they were chosen for aluminum aircraft construction and the same advantages hold true for travel trailers.
It’s important to note that in order to repair a travel trailer that uses bucked rivets, the interior walls in the vicinity of the bucked rivets under alteration must be removed in order to access the back side of the rivet so that a bucking bar can be used.
Another category of rivets, blind rivets (commonly referred to as pop rivets), may be used to repair riveted panels from one side only. The well-known shaveable bulb-tite “Olympic” rivet is in this category. Although, blind rivets have the advantage of convenience, they also have a number of limitations; generally the repair or alteration will not have the same appearance, strength or waterproof characteristics as the original bucked rivet approach.
Basic Principles
A bucked rivet is a round fastener that attaches two or more pieces of metal together. The rivet is driven by a rivet gun (a specialized pneumatic hammer) with an attached rivet set (strike surface) shaped to match the rounded shape of the manufactured head of the rivet. During the installation, the tail of the rivet is backed up by a bucking bar that acts as an anvil while the rivet gun and set are repeatedly striking the head.
As rivets are driven the tail (blunt end) of the rivet is transformed (technically called “upset”) into a flat mushroom called a “shop head”:
- The rivet shortens in length; and
- the shank diameter swells to fill the hole.
A bucked rivet holds the metal pieces in compression (like your thumb and forefinger holding two pieces of paper together) and in shear (does not allow the pieces of metal to slide around in relation to each other. This shear structure is one of the distinctive advantages of using buck rivets. Unlike most blind rivets, the body of the bucked rivet has swollen and (when done correctly) fills the hole entirely. Typically multiple rivets are used to hold objects together and the combined strength of all of the rivets have tremendous holding power.
Summary
Learning to buck rivets is an important skill in maintaining or restoring aluminum framed travel trailers (or airplanes!). Although it will take some time and practice to learn the necessary skills, it really isn’t a terribly difficult skill. You will save a great deal of money by learning to use this skill in maintaining your trailer, aluminum boat, etc. versus hiring a professional to do the work for you, and your sense of satisfaction in a job well done will reward you forever.
Types of Bucked Aluminum Rivets
A number of bucked rivet styles are available based on several of the following characteristics:
Head Shape – Airstream uses Brazier head rivets and Spartan used Universal head rivets, for example, in the manufacture of their trailers. Brazier head rivets were assigned a military specification number (Army Navy standard actually) of AN455. Modified Brazier head rivets carry a similar designation of AN456. The universal head rivets have their own designation in this AN system of AN470. These rivet head styles and perhaps a few others have been used by nearly all manufacturers of aluminum-framed trailers.
Alloy – Most rivets used in the manufacture of aluminum-framed trailers are composed of a soft aluminum alloy designated 1100F. These rivets do not have any marking on the head and are the type sold by Vintage Trailer Supply. Some rivets used in travel trailers have a single dimple marking in the center of the head and are manufactured of a harder, heat-treated alloy that carries a number designation of 2117T. You may see one or both on your vintage travel trailer. However, the softer is suitable for every trailer and are easier to install.
Diameter and Length – Rivets are sized by length and diameter of the body, not the size of the head. The head diameter is set as a ratio relative to the specified body (shaft) diameter. Diameters increase in increments of 1/32 of an inch. So a 1/8” diameter rivet before being bucked is 4/32” in diameter and is referred to as a -4 diameter rivet. A 5/32” rivet would likewise be a -5 rivet. Lengths commonly increase in 1/16 of an inch increments. The length does not include the head height. Vintage Trailer Supply sells various lengths of three different solid rivets:
- 1/8” universal head
- 1/8” brazier head
- 5/32” modified brazier head
Vintage Trailer Supply sells modified brazier head rivets in the 5/32” size because a 5/32” diameter body allows an installer to drill out a damaged hole when reworking an existing panel. By going up 1/32” in diameter, the hole can be reshaped to round for a nice tight (and watertight) fit. The head of a 5/32” modified brazier head rivet is the same diameter as the head of the original 1/8” brazier head rivets on the trailer, so when finished, everything matches.
Tool Descriptions

The Rivet Gun is like a hand held pneumatic jack hammer for driving rivets and could easily be confused with an air hammer. However, there is a significant difference between these tools as the rivet gun’s impact can be controlled by varying the amount of squeeze on the feathering trigger, whereas an air hammer is on full or off. An air hammer should never be used for riveting.
The rivet gun incorporates a removable coil spring that both holds and retains the rivet set securely to the rivet gun and acts as a return spring each time the rivet gun drives the rivet set outward. The rivet gun should be connected to a supply of dry, clean air with the pressure regulator set to 90 PSI. The rivet gun Vintage Trailer Supply sells is a 3X type that has three times the impact force capacity of older standard rivet guns and is ideally suited to the rivets used on travel trailers.
In order to further dial in the impact force of the rivet gun, a brass air inlet valve is included to fine tune the tool according to your needs.
The Rivet Set is the business end of the rivet gun. You can have one rivet gun and any number of rivet sets to accommodate the shape required for the contour of the manufactured head of the rivets being used. The face of the rivet set should be kept clean and corrosion free between uses. Please note in the photo below that the spring is placed over the set to safely retain the set during its action.

Air Tool Oil – This lubricant is an essential part of daily operation for any pneumatic tool, including your rivet gun. Two or three drops of this lubricant should be dripped into the air inlet port of any rivet gun/impact wrench/drill or any other air operated tool prior to the first use of the day. This will keep the inner workings of the tool lubricated.

Rivet Set installed in Rivet Gun with addition of Air Hose Swivel purchased separately.
Please note that the spring is placed over the rivet set.
Bucking Bars are hand-held anvils as stated in the Basic Principles section. The bucking bar Vintage Trailer Supply sells is a versatile style that has three faces that can properly reach almost any rivet tail location encountered in bucking rivets in a travel trailer. It is important to keep the faces of the bucking bar clean and corrosion free. To store this tool, spray a little corrosion preventive to keep it in good shape for the future.

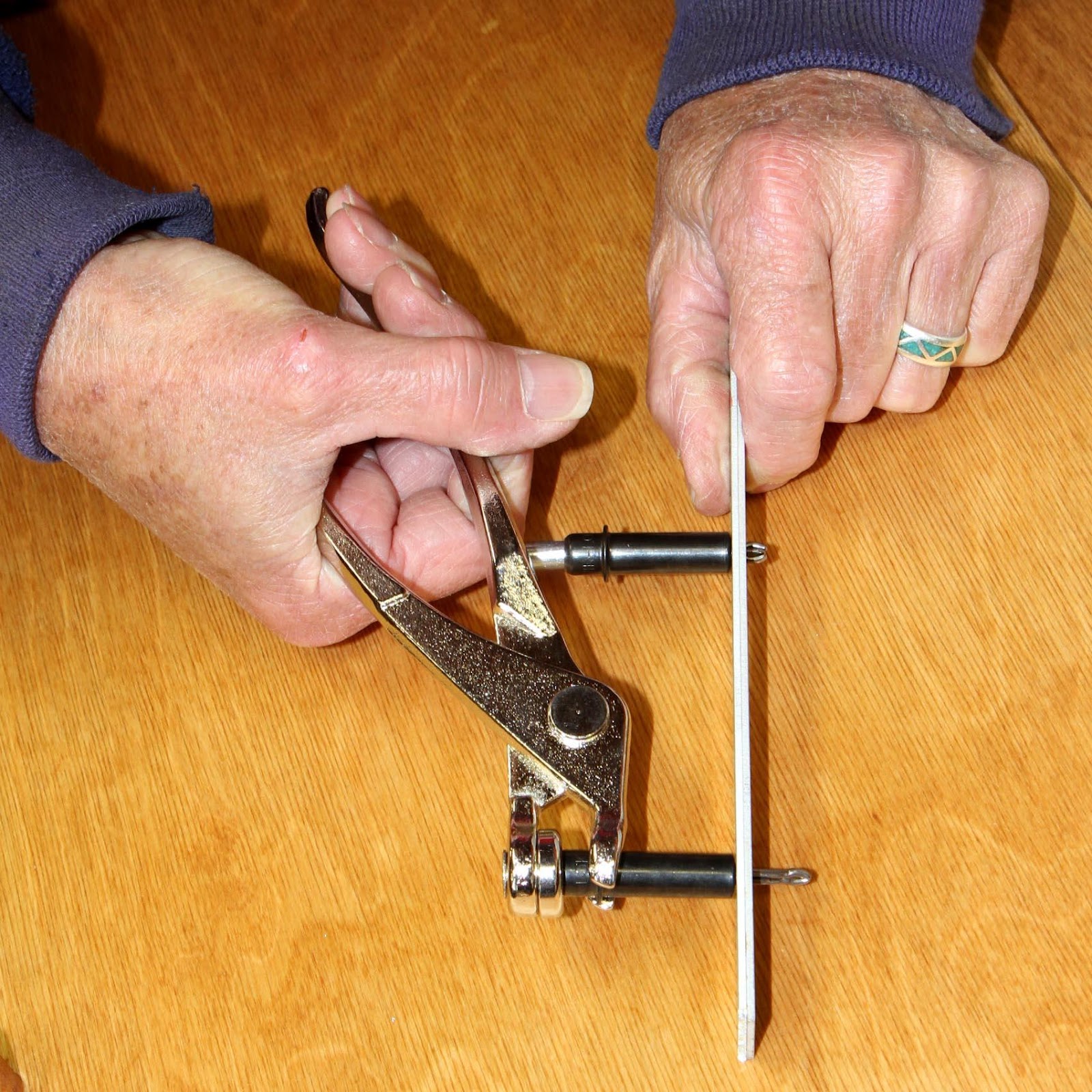
Rivet Cutter – You’ll soon find that rivet length is critical to setting the rivet properly. This tool is like a scissor or shear that can cut rivets of various sizes to specific lengths. The rivet cutter has a series of length setting gages that can be rotated above the selected hole that is appropriate to the rivet diameter being cut. Then, tighten the knurled knob to keep the length setting you desire while cutting a number of rivets.
Advantages of a rivet cutter like this precision tool are:
- Ease of cutting
- Uniform cut length of rivets (1/16” increments)
- Square cut of tail for uniformity and ease of proper bucking of tail
- Ability to buy a quantity of rivet that are of sufficient length and cut them as necessary to the length required for a given area being riveted


Cutting Rivet to length using two 1/16” thickCut Rivet and Butt
spacers + ¼” thickness of cutter = 6/16” or 3/8” length
Clecos and Cleco Pliers – Aluminum sheets tend to shift laterally during the drilling and alignment of panels and frames that are being riveted together. The solution to this dilemma is to use Clecos. Clecos are temporary fasteners that are installed with Cleco Pliers. The term Cleco was a trade name of the Cleveland Tool Company that originally made the tools, but is now used to refer to the through-hole clamps. By using Clecos, the sheet metal can be pre-assembled and held in alignment to a significant degree while additional holes are being drilled or while rivets are being driven or bucked. Note: even when using Clecos properly, it will occasionally be necessary to re-drill/realign holes because some minor lateral shifting of the panels may occur, but these little tools will save you hours of headaches.
Clecos are color coded according to the rivet diameter that they are being used with:


| Color | Diameter | Rivet |
| Copper | 1/8” | -4 |
| Black | 5/32” | -5 |
| Brass | 3/16” | -6 |
In order to install a Cleco, the special pliers should be opened and used to grasp the Cleco collar while depressing the spring-loaded plunger of the Cleco. This will thrust out the portion of the Cleco that is inserted into the pre-drilled rivet hole. Then the pressure on the plier is released allowing the portion of the Cleco that has been thrust into the holes to clamp the two or three sheets of aluminum together..

Using Cleco Pliers to Insert Clecos
Drill Bits – The hole prepared for any rivet should be ever-so-slightly larger (perhaps 3% larger) than the shank of the rivet being driven prior to forming the shop head. This allows the rivet to fit in the hole without getting scored during insertion or binding during the bucking process. Buck rivets are designed to swell out in diameter to equal the drilled hole inside diameter when driven.

Numbered drill bit sizes are recommended as follows: #30 bit for 1/8” buck rivets, #21 bit for 5/32” buck rivets and #11 bit for 3/16” rivets.
Drill bits sold by Vintage Trailer Supply have split tips, which means that each flute or starting face is ground in such a way that there are two points of contact with the metal. This feature helps keep the bit centered where you want it to be and minimizes the tendency of drill bit wander or walk around on the metal being drilled.
When replacing a 1/8” brazier head rivet, it is highly recommended to use the next larger size or a 5/32” modified brazier head rivet and to drill the hole with a #21 bit. This practice ensures that you will have a clean cylindrical (as opposed to a jagged or oval) hole. Also, it’s preferable to deburr each hole to ensure a smooth surface for the rivet to clamp against.
Learning to Rivet
Even if you have never riveted before, it isn’t very difficult to learn. However some intentional practice on scrap pieces of metal is definitely in order. A number of good resources (written material as well as videos) are available via an internet search. However, we’ll cover the basics in this section.
Most of the major considerations related to bucked or driven solid rivets are listed below:
- Solid rivets are superior to (strength/waterproofness) and less expensive than aluminum blind rivets.
- Installation of solid rivets require access to the front and back sides of the parts being riveted.
- Holes for solid rivets should be round and slightly larger than the rivet’s outside diameter prior to being driven.
- Install Clecos to hold all parts to be joined with rivets as the holes are drilled to minimize any shift in position between parts.
- A rivet gun rather than an air hammer must be used to drive bucked solid rivets.
- In most cases, bucking rivets requires two people, one to drive the rivet and the other who will buck the rivet.
- When two operators are involved, it is imperative that they communicate with each other:
- verification of correct rivet length
- readiness to begin driving and bucking the rivet
- has the rivet been bucked adequately
- Any rivet that is over driven (formed shop head is too thin) must be drilled out and riveted again.
- The air pressure regulator on the rivet gun should be set such that about 6 or 8 impacts with the rivet gun will fully upset or drive the rivet.
- The proper rivet set should be installed on the rivet gun according to the style of the rivet heads being driven.
- The spring attaches the rivet set to the rivet gun and should be removed from the gun to allow the rivet set to be installed and then replaced over the base of the rivet set and screwed down securely.
- The riveter (person operating the rivet gun) should:
- Place the rivet set squarely over the rivet head.
- Align the axis of the rivet gun so that it is perpendicular to the surface of the parts being riveted.
- Apply several pounds of pressure against the rivet head.
- Verify that the bucking partner (if one is involved) is ready to begin riveting – Call out “ready” and wait for an affirmative response.
- Squeeze the trigger on the rivet gun for about one second and check the state of the shop-formed head or await the verbal report from partner doing the bucking.
- Repeat as necessary.
- The person bucking the rivets should:
- Evaluate the length of the tail of the unformed rivet for length (should protrude about 1.5 to 2.0 rivet diameters from the back side of the surface being riveted).
- Place the surface of the bucking bar against the tail of the unformed rivet so that the surface is perpendicular to the axis of the rivet.
- Apply a slight pressure against the rivet (one or two pounds of pressure, but not enough to push the rivet back through the hole).
- Communicate with your partner that you are on the correct rivet and ready to begin riveting.
- Evaluate whether the formed shop head has been bucked an acceptable amount (the shop head should be approximately twice as large in diameter as the tail was before forming).
- If the shop head has been driven too much, the rivet will have to be drilled out and replaced.
Practice Riveting
By practicing riveting using metal that will not be used in your trailer, you’ll be a lot more satisfied with the results when you do start work on your pride and joy. Here is an example of progress learned over the course of eleven rivets (see below). Before actually riveting on his own trailer, this author actually practiced with about fifty rivets and started in an inconspicuous place on the trailer.

Practice Rivets Front
